




Upper Lifting Hydraulic Valve
1 High performance: precise control, fast rising speed, smooth operation.
2 Strong durability: the use of high-quality materials and advanced technology, long service life.
3 Widely applicable: it is suitable for a variety of hydraulic systems and has strong compatibility.
4 Easy maintenance: the design is simple, and the maintenance is convenient and fast.
5 High cost performance: superior performance, reasonable price, economical and practical
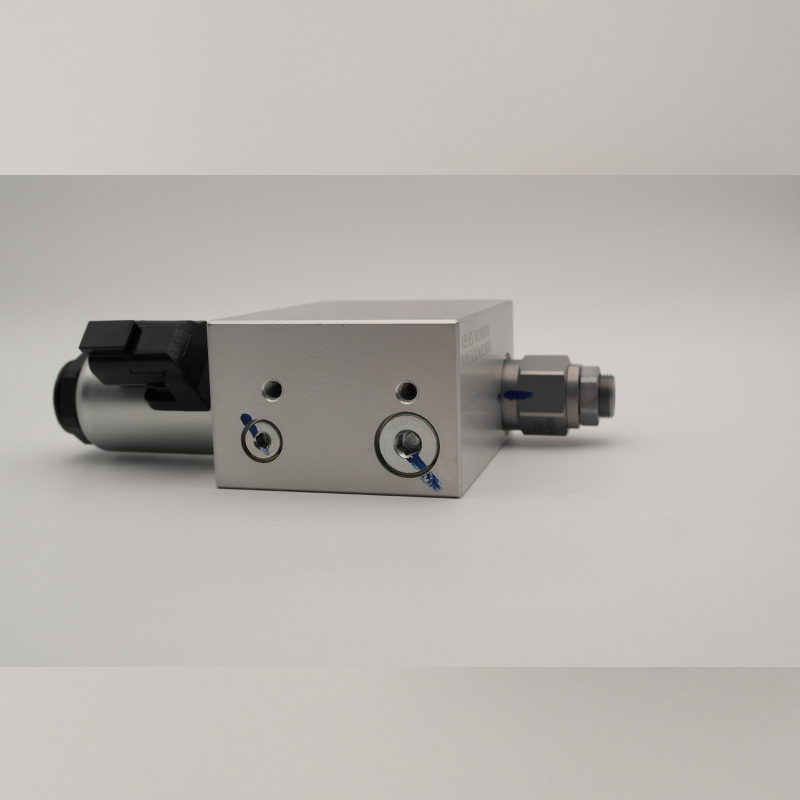
Upper lifting hydraulic valve
It controls the flow of liquids and is widely used in aviation, chemical industry, shipbuilding, machining and other fields.Its main function is to achieve precise control of liquid flow, direction, pressure and other parameters.The hydraulic control valve can control and adjust the flow rate, pressure and other parameters of the hydraulic system according to different functional requirements, and can cut off the fluid and change the flow direction.
The principle is mainly to change the channel of liquid flow through the movement of the valve core, so as to control the flow rate, pressure and flow direction of the liquid.The position of the valve core determines the flow direction of the fluid and the size of the liquid flow through the valve core channel.Under different working pressures, the hydraulic control valve can adjust the position of the spool to achieve accurate control of liquid flow and pressure.

Detailed parameters
| Maximum pressure | Rated flow rate | Voltage range | Allowable ambient operating temperature | The oil temperature range |
| 210bar | 20L/min | DC24V±15%; plug DTO4-2P | -20-80℃ | -20-90℃ |
The working principle of the upper lifting hydraulic valve mainly involves the use of pressure reducing valves in the hydraulic system to ensure that the outlet pressure is a fixed value.
In the hydraulic system, the role of the pressure reducing valve is to control the outlet pressure of the hydraulic oil and ensure that it is a fixed value.Compared with relief valves, the application of pressure reducing valves in hydraulic systems is mainly to obtain a secondary oil circuit with a pressure lower than the system pressure.The working principle of the pressure reducing valve can be summarized as the following points:
Control pressure: The pressure reducing valve can control the pressure to only 5% of the working pressure, and adjust the position of the main valve core by adjusting the pressure of the control oil, thereby controlling the pressure and flow of the liquid flow.
Automatic adjustment: When the system pressure changes, the pressure reducing valve can be automatically adjusted to maintain the stability of the outlet pressure.For example, when the control oil is flowing, the main valve core will move accordingly according to the pressure change to maintain the set outlet pressure.
Non-working state and working state: When the control oil does not flow, the pressure difference between the two ends of the main valve core is zero, and the pressure reducing valve is in a non-working state at this time; and when the oil flow is controlled, the pressure difference between the two ends of the main valve core is generated, and the pressure reducing valve enters the working state, and the pressure reducing effect is achieved by adjusting the opening of the valve port.
Application Scenarios:
Our customized hydraulic valve blocks represent the top level of hydraulic control technology, designed with a focus on performance, reliability and durability. Their wide range of application scenarios make them ideal for use in a variety of mechanical equipment and industrial systems.

Product Line:
The production line for Customised Hydraulic Valve Blocks is characterised by precise craftsmanship and efficient processes, ensuring that each block is perfectly tailored to the customer's individual requirements. The production line begins with the initial design, which is planned in detail by engineers according to the customer's requirements, followed by material processing and precision manufacturing on high-precision machinery and equipment. After a rigorous assembly and testing process, each valve block is strictly inspected to ensure its performance and durability.

Warehouse:
The facility for producing Customized Hydraulic Valve Blocks is a state-of-the-art manufacturing plant designed for precision and efficiency. The plant features advanced CNC machining centers that ensure high accuracy in cutting, drilling, and milling. Dedicated design and engineering teams work closely to tailor each valve block to meet specific client requirements. The production process includes rigorous assembly and testing stations, where each valve block undergoes thorough quality checks to ensure optimal performance and reliability. The facility also incorporates modern surface treatment and packaging areas, ensuring that the final products are well-protected and ready for prompt delivery to clients.

Packing&transportation:
The packaging for Customized Hydraulic Valve Blocks is meticulously designed to ensure safe and secure transport. Each valve block is carefully wrapped in protective materials, such as foam or bubble wrap, to guard against potential damage during shipping. The blocks are then placed in custom-sized, reinforced boxes that provide additional cushioning and support. Each package is clearly labeled with handling instructions and product information to facilitate smooth logistics and tracking. This comprehensive packaging approach ensures that the valve blocks arrive at their destination in excellent condition, ready for installation and use.





